Seřizování nástrojů
Seřizování nástrojů nazýváme korekce nástrojů.
Nástrojové korekce rozlišujeme dle samotného nástroje. U osových nástrojů jde o korekci průměru a o korekci délky. Průměrová korekce je zapsaná pro daný nástroj v tabulce korekcí a její změnou ovlivňujeme případné změny rozměrů, například obvodových kontur.
Délková korekce řeší rozdílnost jednotlivých délek nástrojů použitých při obrábění a v tabulce korekcí je zapsána pro osu Z.
U soustružnických nožů určujeme korekci rádiusovou a délkovou pro osu X a Z. Rádiusová korekce je rádius špičky nože a délková korekce udává vysunutí nože z revolverové hlavy vzhledem k ose rotace X a čela upínače (sklíčidla) Z.
Seřizování nástrojů – nastavení řezné hrany soustružnického nože
Interní seřizování – přímo na stroji
Externí seřizování – mimo stroj, v seřizovacích přípravcích:
- seřízení pomocí prvků vestavěných přímo v tělese nástroje
- seřízení pomocí prvků vestavěných do nástrojového držáku
- seřizovací prvky jsou příslušenstvím obráběcího stroje.
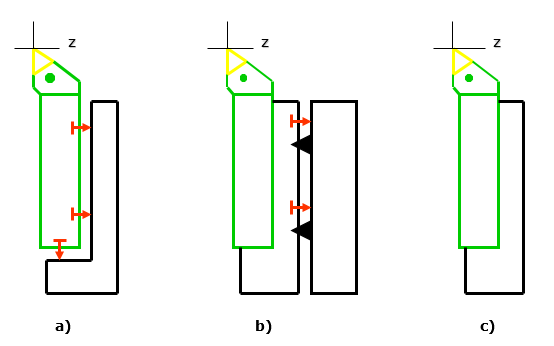
Obr. 1: Možnosti seřizování nástrojů
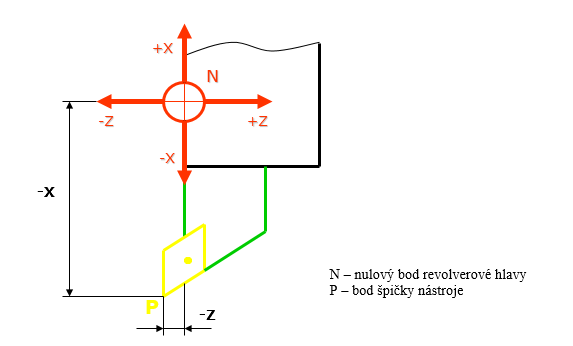
Obr. 2: Znázornění seřizovacích konstant vzhledem k nulovému bodu revolverové hlavy (délkové korekce nástroje)
Seřizování osových nástrojů na frézce
Délkové korekce například fréz se řeší obdobným způsobem jako na soustruhu. Měří se délková korekce ve smyslu osy Z a průměr nástroje pro dráhovou korekci. V případě osových nástrojů jako jsou frézy, vrtáky, výhrubníky, výstružníky a podobně se uvádí pouze délková korekce. Průměr nástroje píšeme do tabulky korekcí dle rozměru nástroje.
Délkové korekce řeší rozdílnost délek nástrojů a provádí se přímo na stroji, nebo mimo stroj. Seřizování mimo stroj se provádí většinou u velkokapacitních zásobníků (200 nástrojů) a řadí se mezi nejpřesnější nastavení.
Na většině CNC strojů se provádí délkové korekce pomocí nástrojových sond různých konstrukcí.
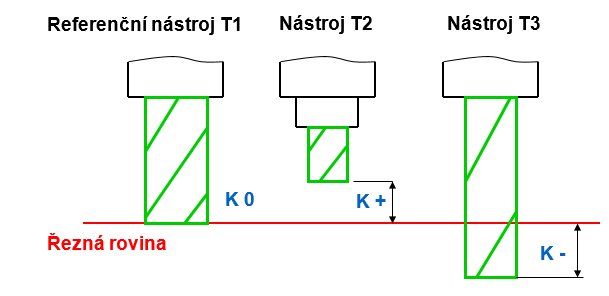
Obr. 3: Znázornění korekčních hodnot vzhledem k referenčnímu nástroji
Měření nástrojů:
-
3-D dotykové sondy pro obráběcí stroje
-
3-D dotykové sondy jsou určeny pro použití na frézkách a obráběcích centrech
-
3-D dotykové sondy pomáhají snižovat náklady v dílnách a středních podnicích: NC řízení může automaticky vykonávat úlohy nastavení, měření a kontroly a to ve většině případů v NC programech.
U spínacích 3D nástrojových sond TT 140 dojde při snímání stojícího nebo rotujícího nástroje k vychýlení snímacího talíře z klidové pozice a dojde k přenosu spínacího signálu do řízení NC. Laserové systémy TL pracují bezdotykově. Laserový paprsek snímá délku, průměr nebo konturu nástroje. Speciální měřící cykly zpracovávají informace do řízení NC.
Příklady měření nástrojů
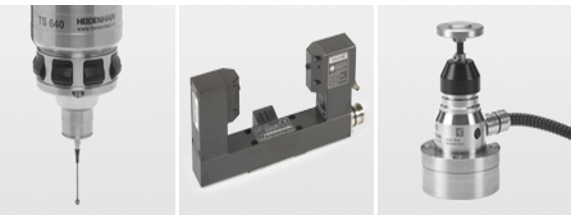
Obr. 4: Nástrojové sondy HEIDENHAIN
Sonda RTS komunikuje přes rádiové rozhraní RMI-Q umožňující použití několika sond na jednom stroji.
Laserové systémy pro seřizování a detekci poškozených nástrojů
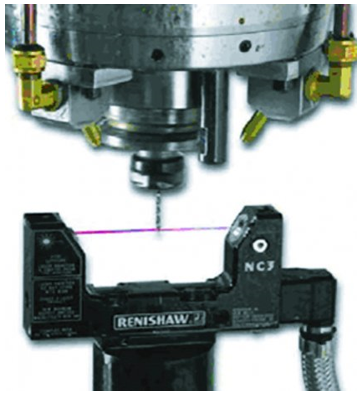
Obr. 5: Laserová bezkontaktní nástrojová sonda
Bezkontaktní nástrojové sondy využívají laserový paprsek procházející mezi vysílačem a přijímačem paprsku. Obě části systému jsou umístěny na stole stroje nebo po jeho stranách tak, aby byl zajištěn vzájemný relativní pohyb nástroje k laseru nejméně ve dvou osách a aby současně všechny nástroje mohly dojet až k paprsku.

Obr. 6: Výkonné měření a kontrola nástrojů pomocí kamerových systémů
Zdroje
- MM PUBLISHING, S. R. O. MM Průmyslové spektrum 1997-2011 [dvdrom]. Praha, 2012.
Prezentace:
- Způsoby seřizování nástrojů - Projekt: EU - peníze středním školám pro Olomoucký kraj, registrační číslo CZ.1.07/1.5.00/34.0064.
- Pokud není uvedeno jinak, autorem obrázků je Jaroslav Valenta. Obrázky mohou být také součástí citovaných digitálních materiálů.


