Základní pojmy
Elektroerozivní obrábění
Elektroerozivní obrábění – je elektrotepelný proces, u kterého se dosahuje úběr materiálu elektrickými výboji mezi katodou (nejčastěji ji tvoří nástrojová elektroda) a anodou (nejčastěji ji tvoří obrobek) ponořenými do tekutého dielektrika, což je většinou kapalina s vysokým elektrickým odporem.
Základem úběru materiálu je elektroeroze, kdy vlivem vysoké koncentrace energie (105 až 107 W/mm2) materiál taje a odpařuje se. Tímto obráběním lze opracovávat pouze elektricky vodivé materiály.
Hlavní zákonitosti elektroeroze
- podléhají jí všechny elektricky vodivé materiály,
- může probíhat v plynném i kapalném prostředí (dielektriku),
- vhodným zapojením a volbou pracovních parametrů elektrického obvodu lze dosáhnout dvou druhů výbojů - (probíhají mezi elektrodami ve vzdálenosti 5 až 100 μm):
- oblouk – stacionární výboj,
- jiskra – nestacionární výboj.
 Obr. 1: Schéma principu elektrojiskrového obrábění
Obr. 1: Schéma principu elektrojiskrového obrábění
Fyzikální pochod úběru materiálu
- obrábění probíhá mezi dvěma elektrodami,
- elektrody jsou ponořeny do dielektrika,
- výboj vznikne přivedením elektrického napětí na elektrody, intenzita jeho působení závisí na:
- elektrických parametrech výboje,
- vzdálenosti mezi elektrodami,
- znečištění dielektrika,
- vodivosti dielektrika,
- k výboji dochází v místě nejsilnějšího elektrického napěťového pole v tzv. výbojovém kanálu, vzniká teplota 3 000 až 12 000°C, dochází k tání a odpařování materiálu elektrod,
- přerušením elektrického obvodu dojde ke snížení teploty, roztavený materiál je odstraněn z místa výboje – vznikne kráter,
- zaniká výboj a do vzniklého kráteru vniká dielektrikum, které ochlazuje roztavený materiál i elektrody.
Celkové množství materiálu odebraného výbojem se rozloží na úběr na anodě a na úběr na katodě. Cílem procesu je opakovanými výboji na elektrodě, kterou tvoří obrobek, dosáhnout maximálního úběru materiálu a na elektrodě, kterou tvoří nástroj, minimálního opotřebení, a to při požadované produktivitě, tvarové přesnosti a jakosti opracované plochy. Toho lze docílit:
- vhodným zapojením napájecího obvodu – polaritou,
- vhodnými elektrickými parametry,
- četností výbojů,
- správnou volbou materiálu elektrody – nástroje,
- správnou volbou dielektrika.
Charakteristika výbojů
Velikost a tvar kráteru vzniklého výbojem závisí na energii výboje a na době jeho trvání. Velikost kráteru má vliv na účinnost procesu obrábění, jakost opracovaného povrchu a na přesnost rozměrů obrobku. Celkové množství odebraného materiálu závisí na energii výboje a na frekvenci výbojů.
Technologické aplikace elektroerozivního obrábění:
- hloubení dutin zápustek a forem,
- výroba složitých tvarových povrchů,
- řezání drátovou elektrodou,
- leštění povrchů,
- výroba malých otvorů (mikroděrování),
- elektrokontaktní obrábění.
Zdroje
- Digitální učební materiály - Nekonvenční metody obrábění. Internetový portál COPTEL [online]. 2009-2014 [cit. 2014-12-17]. Dostupné z: http://coptel.coptkm.cz/?action=2&doc=40241&docGroup=4781&cmd=0&instance=2
Obrázky:
- Obr. 1: ŘASA, Jaroslav. Strojírenská technologie 3/2.díl: Obráběcí stroje pro automatizovanou výrobu, fyzikální technologie obrábění. Scientia, 2005. ISBN 80-7183-336-3.
- Pokud není uvedeno jinak, autorem obrázků je Mgr. Ing. Stanislav Bezděk. Obrázky mohou být také součástí citovaných digitálních materiálů.
Obrázek
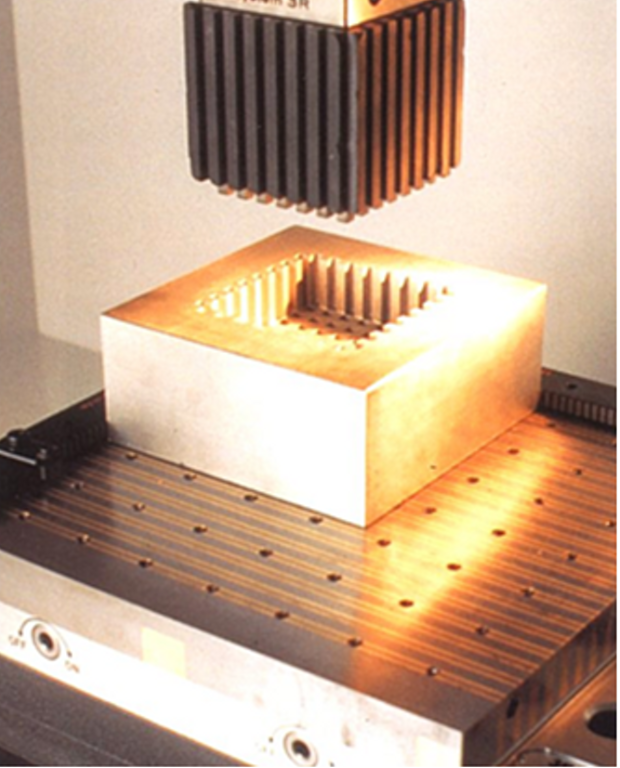
Obr. 2: Elektrojiskrové hloubení
Obrázek
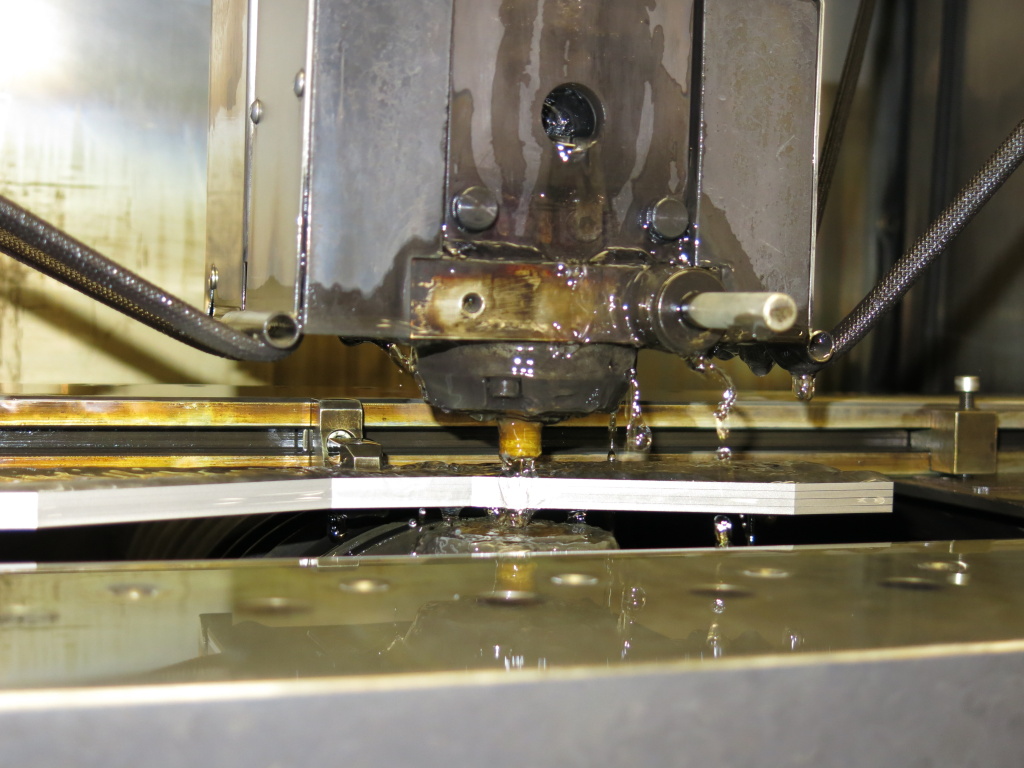
Obr. 3: Elektrojiskrové řezání
Obrázek

Obr. 4: Výroba malých otvorů
Obrázek

Obr. 5: Výroba složitých tvarových povrchů
Obrázek
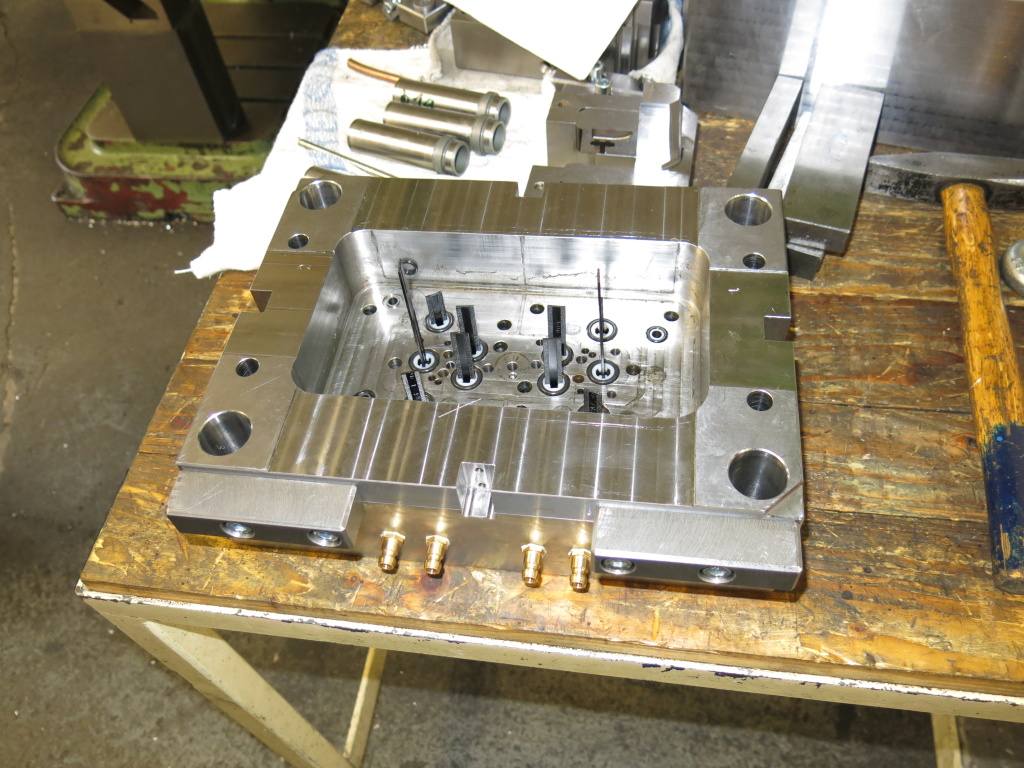
Obr. 6: Ukázka obrobku s využitím technologické aplikace elektroerozivního obrábění
Kontrolní otázka
Jakým způsobem dochází k úběru materiálu?
Jaké materiály lze obrábět elektroerozivním obráběním?
Jaké metody používáme u elektroerozivního obrábění?
Komentář
Souhrnné testy pro ověření znalostí naleznete v kapitole "Elektroerozivní obrábění".


