Příklady programování a cvičení
Příklad: operace vrtání
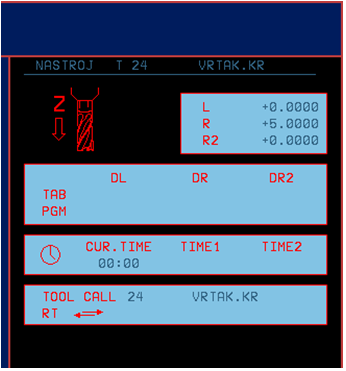
Použijeme pouze 1 nástroj – vrták průměr 10 mm, v tabulce nástrojů uložen jako nástroj číslo 10.
Souřadnice - pravoúhlý souřadný systém
Nulový bod programu – v rovině obrábění XY je v „pravém horním“ rohu , Z0 je na povrchu součásti.
Ukázka postupné tvorby programu po jednotlivých krocích.
Obr. 1: Příklad operace vrtání

Postup při programování pro zadaný výkres
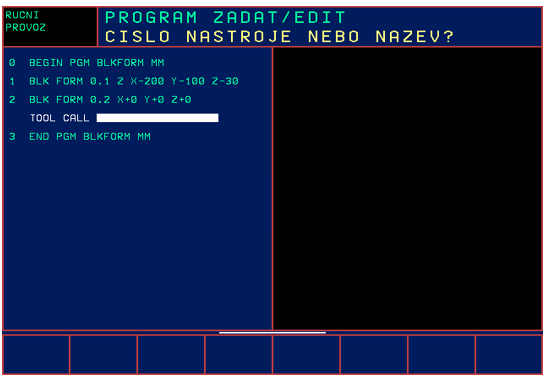
Bod 1 a 2 doplníme dle dialogu. Tímto krokem definujeme polotovar a určujeme polohu nulového bodu. Pomocí klávesy TOOL CALL vyvoláme nástroj č. 10 – vrták průměr 10.
Obr. 2:. Definice polotovaru, nulového bodu a nástroje
Definování pracovního cyklu
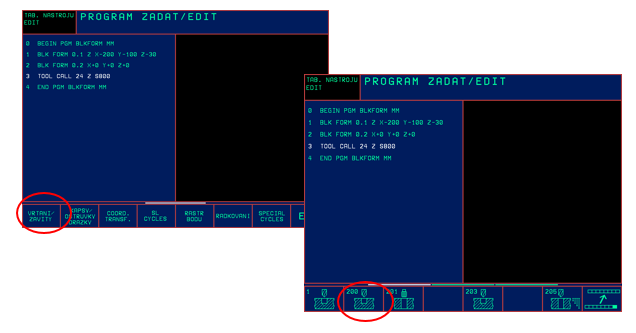
Stiskem klávesy „CYCLE DEF“ se objeví následující softwarová lišta. Detailní popis jednotlivých cyklů najdete v kapitole Přehled pevných cyklů.
Obr. 3: Definice pracovního cyklu
Zápis parametrů cyklu
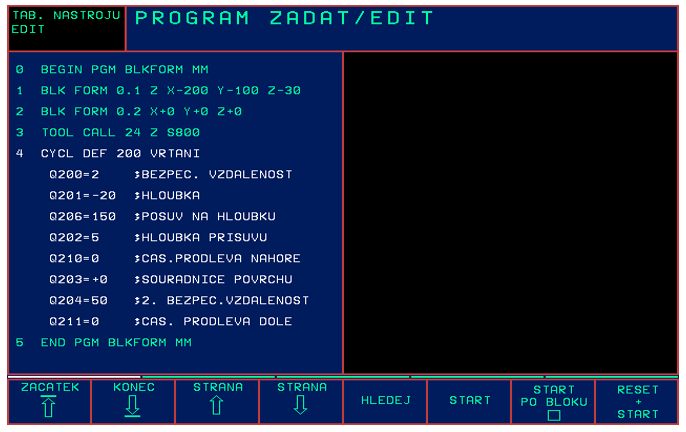
V cyklu jsou předdefinovány hodnoty jednotlivých parametrů. Pokud hodnotu parametru akceptujeme, potvrdíme klávesou „ENT“. Postupně vyplňujeme jednotlivé parametry cyklu shora směrem dolů. Význam parametru vidíme vpravo na grafice, aktivní parametr je prosvícen.
Obr. 4: Zápis parametrů cyklu
Souřadnice – pohyb nástroje po přímce
Klávesa „L“ = LINE (pohyb po přímce)
Korekce nástroje dráhová – pozice nástroje vzhledem k obráběné ploše

Obr. 5: Zápis poloměrové korekce
RL - korekce levá
RR - korekce pravá
R0 - bez korekce, na střed nástroje
Roztočení vřetene a hodnota posuvu F
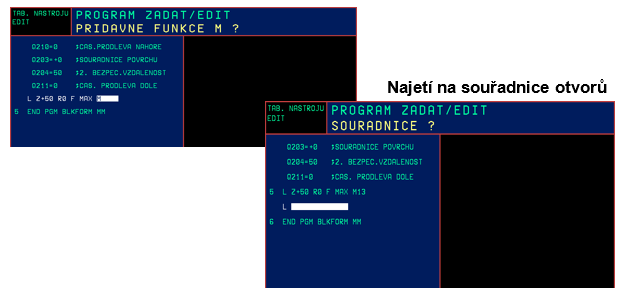
Obr. 6: Najetí na souřadnice otvorů
Dalším krokem programu bude příjezd na souřadnice středu prvního otvoru. Jedná se tedy o pohyb v osách X a Y, osa Z se nebude pohybovat (zůstane na souřadnici Z50).
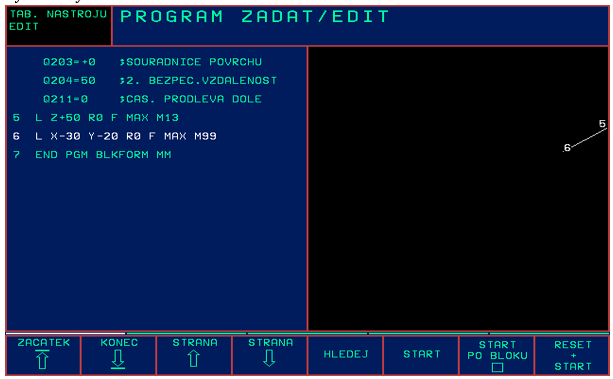
Obr. 7: Vyvolání cyklu vrtání
Cyklus aktivujeme funkcí „CYCLE CALL“ nebo funkcí M99. V našem případě jsme použili funkci M99, kterou jsme zapsali do věty spolu s polohováním souřadnic středu otvoru.
Programování souřadnic dalších vrtaných otvorů
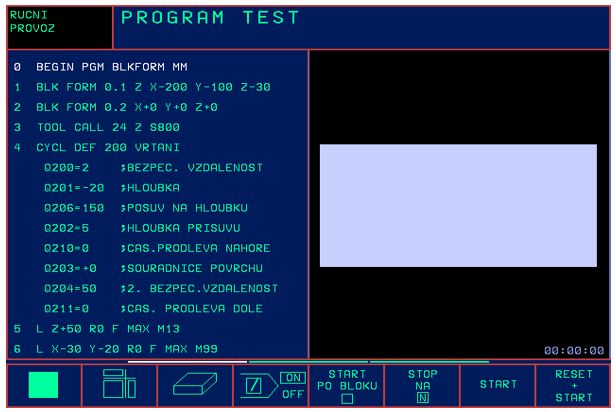
Obr. 8: Test programu
Slouží k ověření správnosti programu. Simulaci vyvoláme klávesou Reset Start. Možnosti zobrazení volíme na liště softkláves.
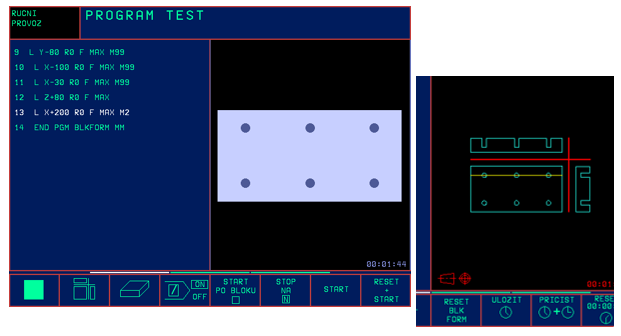
Obr. 9: Zobrazení děr
 i
i
Obr. 10: Další možnosti zobrazení součásti v prostředí simulace
Cvičení 1 - frézování obdélníkové kapsy
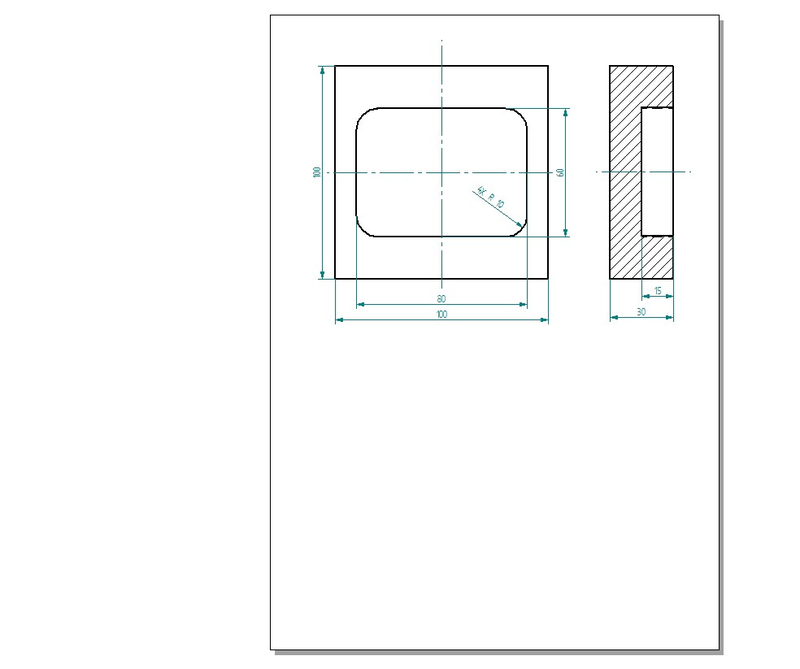
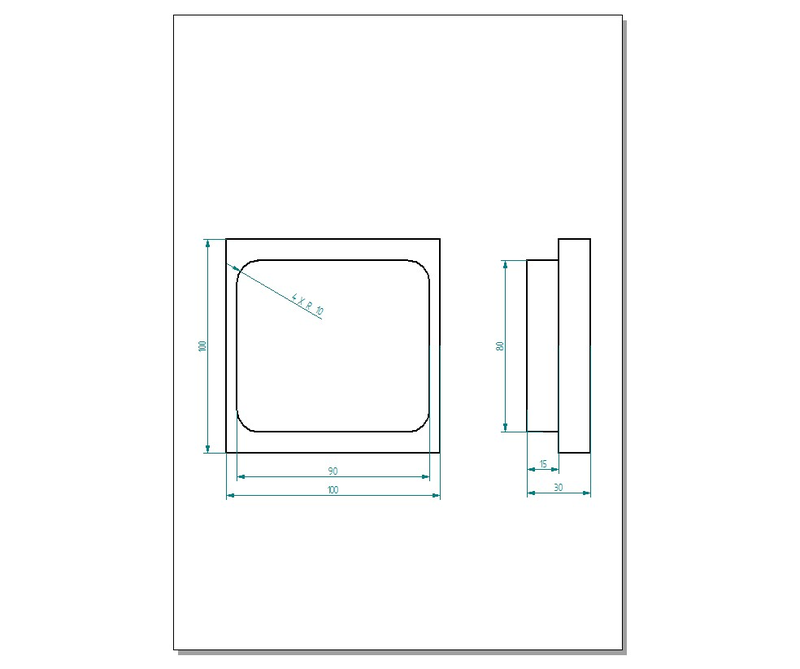
Výkres č. 1
Technologická operace frézování obdélníkové kapsy
Použijeme pouze 1 nástroj – fréza drážkovací průměr 16 mm, v tabulce nástrojů uložen jako nástroj číslo 77.
Souřadnice - pravoúhlý souřadný systém.
Nulový bod programu – v rovině obrábění XY je ve středu plochy, Z0 je na povrchu součásti.
Úkol: Napište a odlaďte NC program.
Tvar naprogramujte pomocí cyklu č.4.
Určete technologii frézování (sousledné nebo nesousledné).
V závislosti na technologii určete správnou velikost nástroje.
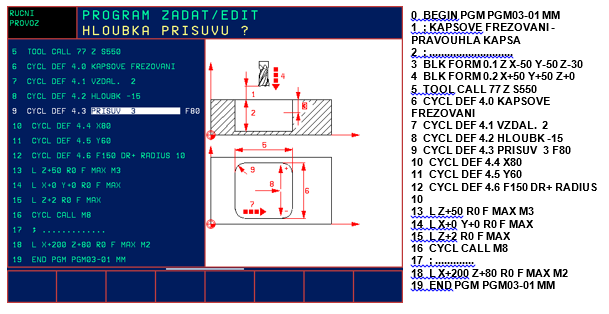
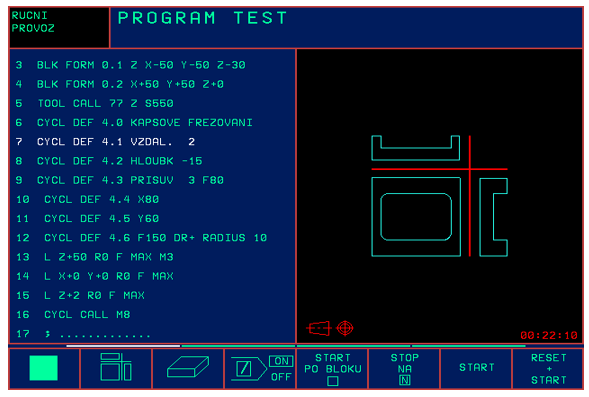
Obr. 11: Řešení úlohy č. 1
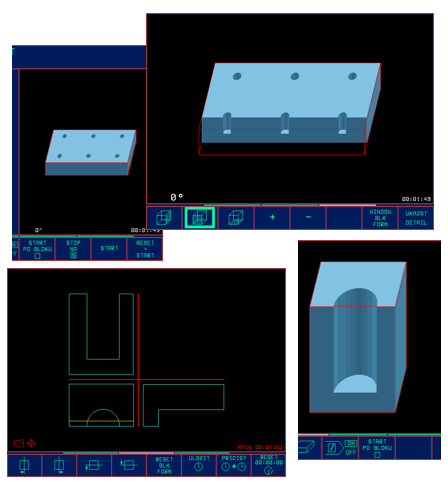
Simulace
Obr. 12: Simulace úlohy č. 1
Cvičení 2 - frézování kruhové kapsy
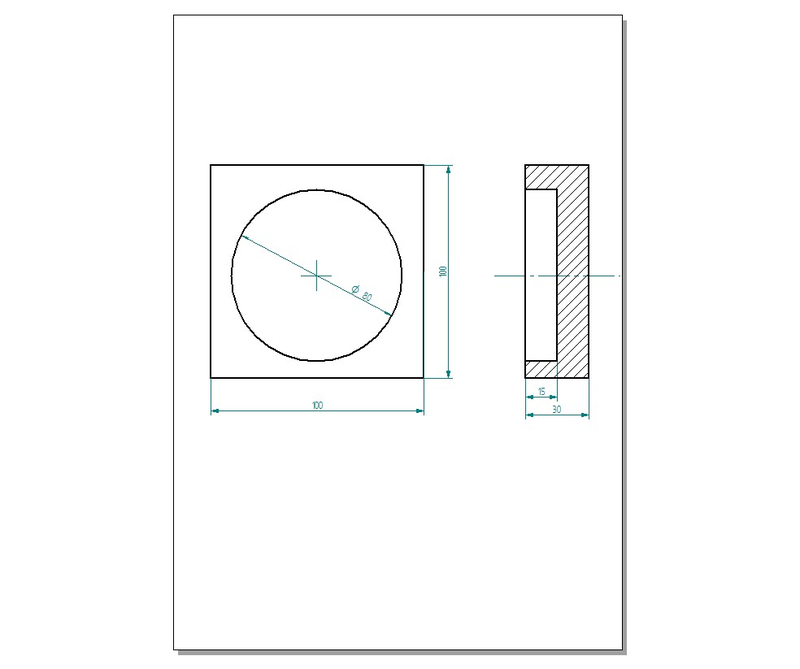
Výkres č. 2
Technologická operace frézování
Použijeme pouze 1 nástroj – fréza drážkovací průměr 16 mm, v tabulce nástrojů uložen jako nástroj číslo 77.
Souřadnice - pravoúhlý souřadný systém.
Nulový bod programu – v rovině obrábění XY je ve středu plochy, Z0 je na povrchu součásti.
Úkol: Napište a odlaďte NC program.
Tvar naprogramujte pomocí cyklu č. 5.
Určete technologii frézování (sousledné nebo nesousledné).
V závislosti na technologii určete správnou velikost.
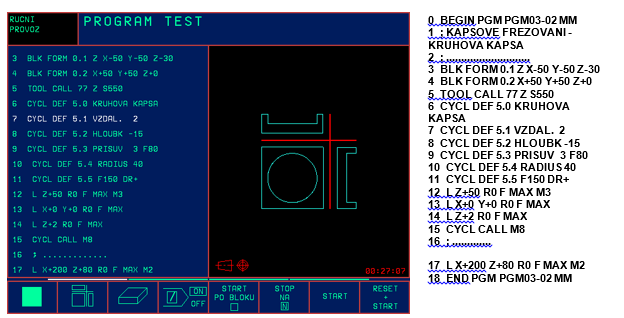
Obr. 13: Řešení úlohy č. 2
Cvičení 3 - frézování ostrůvku
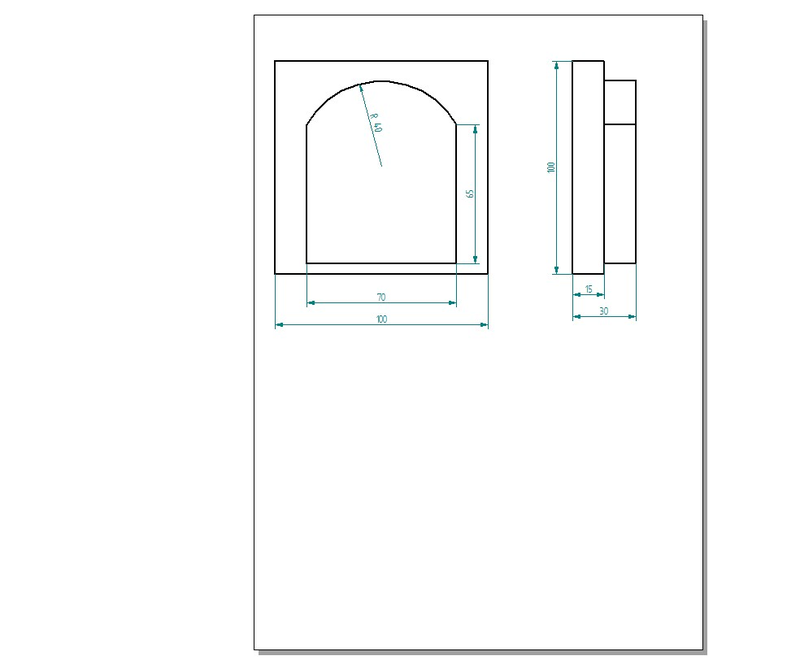
Výkres č. 3
Technologická operace frézování
Použijeme pouze 1 nástroj – fréza drážkovací průměr 16 mm, v tabulce nástrojů uložen jako nástroj číslo 77.
Souřadnice - pravoúhlý souřadný systém.
Nulový bod programu – v rovině obrábění XY je ve středu plochy, Z0 je na povrchu součásti.
Úkol: Napište a odlaďte NC program.
Tvar naprogramujte pomocí cyklu č. 215. Určete technologii frézování (sousledné nebo nesousledné).
V závislosti na technologii určete správnou velikost nástroje.

Obr. 14: Řešení úlohy č. 3
Cvičení 4 - obvodové frézování
Výkres č. 4
Technologická operace frézování
Použijeme pouze 1 nástroj – frézovací hlava průměr 32 mm, v tabulce nástrojů uložena jako nástroj číslo 93.
Souřadnice - pravoúhlý souřadný systém.
Nulový bod programu – v rovině obrábění XY je ve středu plochy, Z0 je na povrchu součásti.
Úkol: Napište a odlaďte NC program.
Tvar popište pomocí lineární a kruhové interpolace.
Určete technologii frézování (sousledné nebo nesousledné).
V závislosti na technologii určete správnou korekci nástroje.
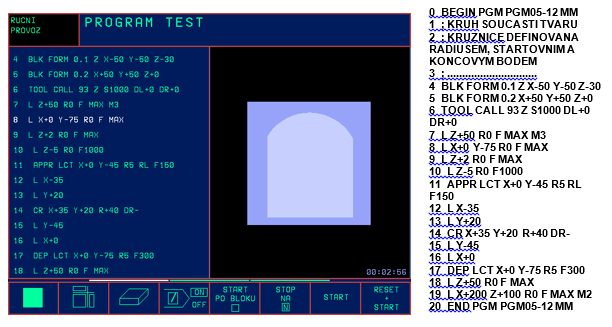
Obr. 15: Řešení úlohy č. 4
Cvičení 5 - obvodové frézování
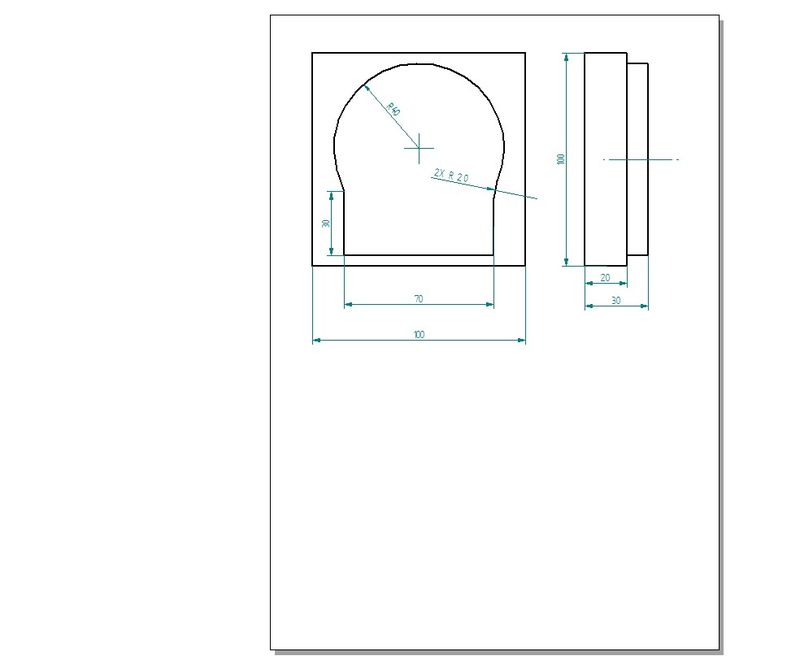
Výkres č. 5
Technologická operace frézování
Použijeme pouze 1 nástroj – frézovací hlava průměr 32 mm, v tabulce nástrojů uložena jako nástroj číslo 93.
Souřadnice - pravoúhlý souřadný systém.
Nulový bod programu – v rovině obrábění XY je ve středu plochy, Z0 je na povrchu součásti.
Úkol: Napište a odlaďte NC program.
Tvar popište pomocí lineární a kruhové interpolace.
Určete technologii frézování (sousledné nebo nesousledné).
V závislosti na technologii určete správnou korekci nástroje.
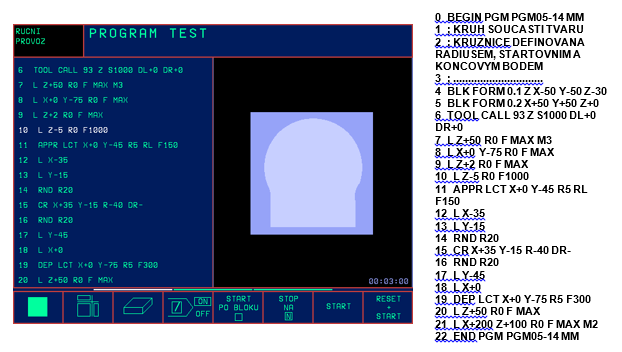
Obr. 16: Řešení úlohy č. 5
Zdroje
Prezentace:
- Příklad programování - Projekt: EU - peníze středním školám pro Olomoucký kraj, registrační číslo CZ.1.07/1.5.00/34.0064.
- Cvičení - Projekt: EU - peníze středním školám pro Olomoucký kraj, registrační číslo CZ.1.07/1.5.00/34.0064.
- Pokud není uvedeno jinak, autorem obrázků je Jaroslav Valenta. Obrázky mohou být také součástí citovaných digitálních materiálů.


